ENVIRONMENTAL Compensation Extended environmental test.
We are pleased to release our latest test report conducted in November 2014.
The machine tested was the Robodrill FANUC 31i with iTEC via our intelligent Mini Box Compensation . The Robodrill FANUC 31i is widely accepted as being a quality machine. The test results showed that our Dapatech iTEC system can substantially improve the Robodrill's performance and accuracy. The improvements which can be achieved on larger machines is even greater.


Thermal compensation with Dapatech Systems is achieved by firstly evaluating and identifying the generic and non generic heat sources and their effects.
Secondly, real time active sensors are attached to the machine to feedback changes of temperature.
Thirdly calibration is applied. A seamless compensation then works throughout the machine travel even if one end of the machine is changing temperature differently to the another area!
We have two systems which we have developed in partnership with University of Huddersfield (UK). iTEC (Intelligent Thermal Error Compensation) is installed and runs straight from your machine tool controller or via MBC (Mini Box Compensation). Our other system, GTEC (Geometric & Thermal Error Compensation) is Controller Independent and compensates for Geometric (volumetric) & Thermal Errors.
GTEC & iTEC are available for 3 and 5-axis machine tools.
3 axis machine tools have a total of 21 errors and 5 axis machines have 31 errors, all of which effect machine tool accuracy and therefore work piece accuracy.
The major errors are squareness of each axis against each other (the larger the machine the greater the error), Linear inaccuracy on the major axis then roll, pitch and yaw for each axis.
The biggest problem for consistent quality and accuracy of part manufacture is Temperature effect on the machine and product!.
Temperature variation not only effects the distance traveled along an axis (called rigid body thermals) but also changes shape and structure of the machine tool (called non rigid body thermals) this effect alters the geometric (volumetric) calibration rendering it ineffective or incorrect!
The GTEC system is the only software to apply correct compensation within the whole working volume to both geometric (volumetric) and thermal error in real time using one algorithm! Verification of the GTEC system working is easily checked by turning a switch on or off.

Developed in partnership with University of Huddersfield (UK), the GTEC system compensates for all thermal & geometric (volumetric) error sources that affect positioning accuracy throughout the entire volume of the machine. Full 5 axis integrated compensation applied from one algorithm (all 31 errors). Any further errors are either a duplication or cannot be compensated such as spindle run out.
Utilises bi-directional data to correct for varying reversal positioning errors.
Interpolates between target positions to apply a new compensation every time a micron of error is predicted – giving better accuracy and smother seamless contour machining.
Flexible thermal compensation system allows reduction of all systematic thermal effects applied infinitely in real time.
The iTEC system compensates for all thermal error sources that affect positioning accuracy throughout the entire volume of the machine. Full 5 axis integrated compensation applied from one algorithm.
Any machine tool that can manufacture products more accurately can therefore create higher efficiency and better reliability in the final assemblies!
Example 1
Green energy - More accurate gearboxes and gears for wind turbine generators enable more power to be produced with less noise pollution and longer economic life without expensive breakdowns.
Example 2
Automotive efficiency - More accurate body panels on cars can provide smaller gaps which will reduce drag hence less fuel consumption! The accurate manufacture of gearboxes also benefit from our systems.
Example 3
Aerospace - More accurate tooling allows for highly precise carbon fibre skins to be fitted without manual adjustment creating cheaper and more efficient aircraft!
Other industries and benefits include production of satellites, communications, military stealth etc.
Less direct energy use in more efficient production by avoiding re-manufacture due to parts produced out of specification.
Energy saving due to less stringently controlled air conditioned environments required for machining.
Firstly the machine needs to be calibrated to the highest possible standard throughout the entire working volume to allow you to fully utilize your machines to produce work to the best possible accuracy.
Why? If the machine accuracy is calibrated to be better than the work piece required accuracy, then part can be machined within tolerance.
This is achieved by applying compensation on all geometric (volumetric) errors (GTEC) within the machine, (21 errors on 3 axis, 31 errors on 5 axis machines such as 5 axis gantry style with fork head or tilt rotary table).
Secondly the machine needs to be compensated for thermal errors (GTEC & iTEC) acting on the machine.
Even 1 degree of thermal expansion on your machine can cause positioning and machining inaccuracies of tenths of millimeters in a 6 meter travel machine.
The improvements achieved using the systems are evaluated using our ESP (Error Simulation Package).
This software uses the same geometric (volumetric) algorithms as the GTEC system to predict the accuracy of a machine throughout its entire working volume.
The majority of machines to which the GTEC system has been implemented have already been mechanically enhanced to the limits of economic viability by design & by refurbishment.
The greatest benefits can be achieved on machines with large strokes. Angular errors have more effect on big machines.
Thermal errors can be compensated for using the both the iTEC & GTEC systems, reducing errors caused by varying temperature of environment, machine and work piece. With the GTEC system the thermal compensation is applied on top of the geometric (volumetric) compensation with real time data not using set temperature points and assuming interpolation in between.
Geometric (volumetric) head error compensation must be applied to the corrected 3 axis tool point position seamlessly and in an infinitely compensated way throughout the machine volume.
If the head error compensation is applied independently to the 3 axis compensation then the tool point error will likely be worsened in some positions within the machine.
The system re-applies the head error compensation infinitely throughout the machine movements in conjunction with the 3 axis error compensation to ensure correct tool point positioning.
Remember you have a geometrically imperfect machine with mechanical errors of which only the tool point position is being corrected. Head compensation must be applied incorporated into the 3 axis compensation and not compensated independently to the 3 axis compensation. If head error compensations are not applied incorporated within the full 5 axis compensation software, the tool point errors can actually be larger than the original in some parts of the machine. This can only be caused by independent compensation being applied to the head with disregard to the 3 axis compensation!
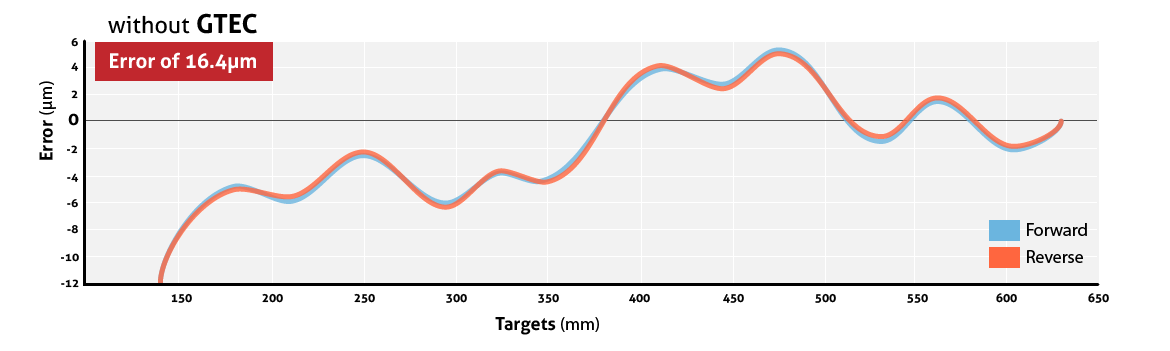
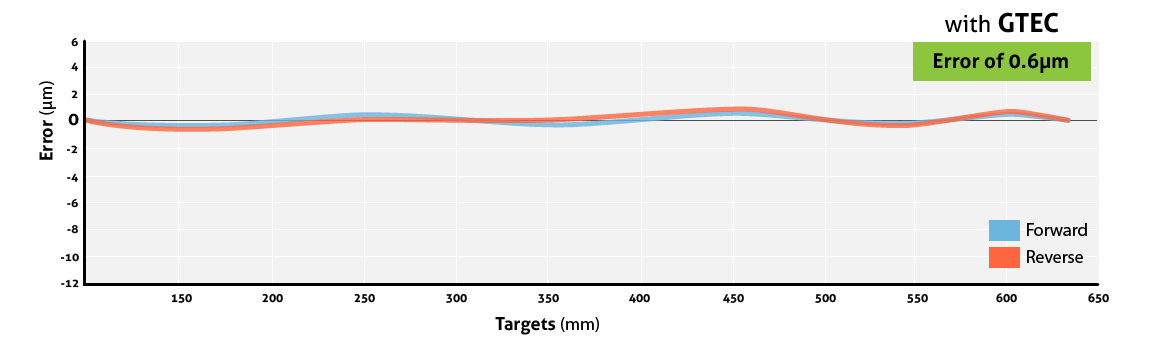
Uncompensated the error is 16.4μm and exhibits a profile influenced by the guideway pinning. With compensation the error is reduced to 0.6μm.
The results displayed below show the maximum level of compensation we have achieved so far.

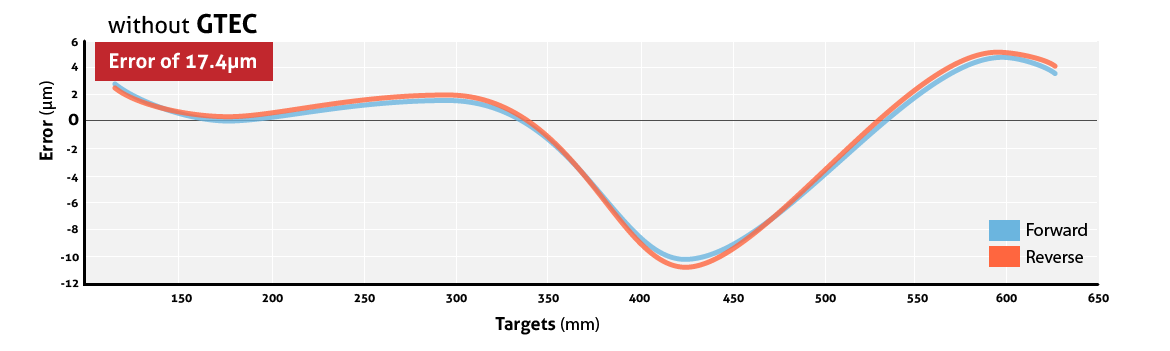
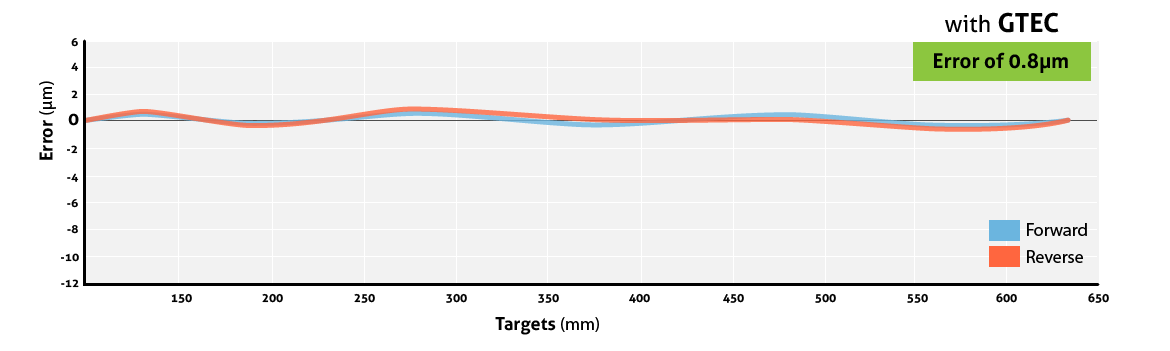
The straightness error has a total range of 17.4μm before compensation & an impressive 0.8μm after.
Compensation is more difficult than for linear because it requires a stationary axis to overcome inertia.
This performance can only be achieved if the compensating axis has sufficiently good electrical and mechanical control.
The results displayed below show the maximum level of compensation we have achieved so far.
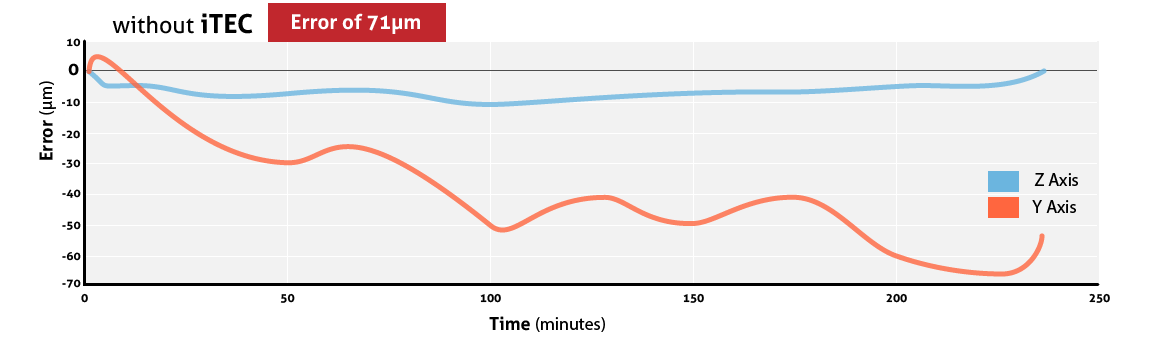
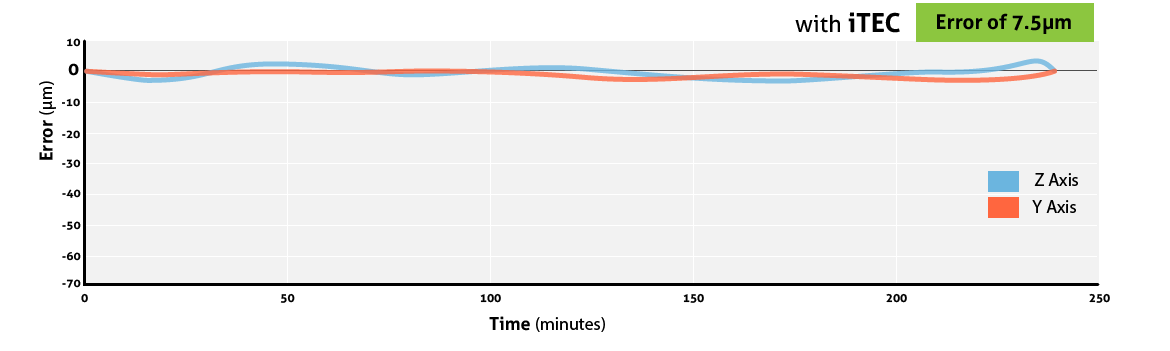
Random duty cycle spindle heating test
Position independent thermal errors in Y-axis direction reduced from 71μm to 7.5μm (≈90%)
Z Axis error reduced from 14μm to 3.5μm (≈75%)
The results displayed below show the maximum level of compensation we have achieved so far.
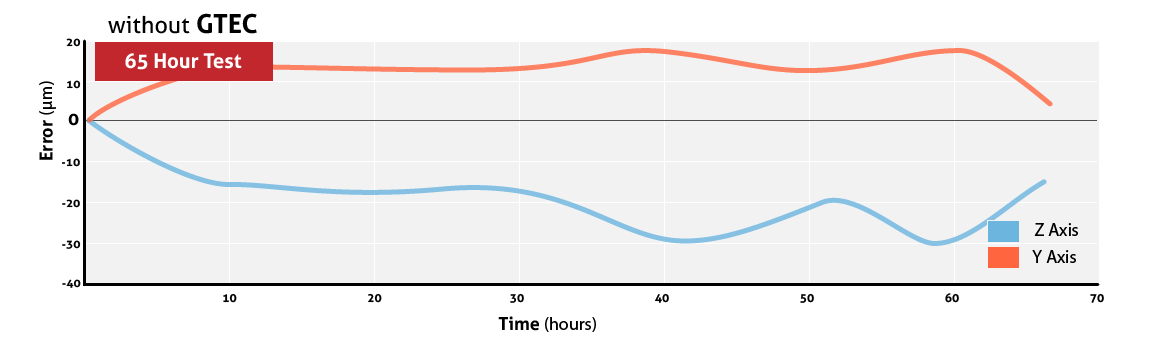
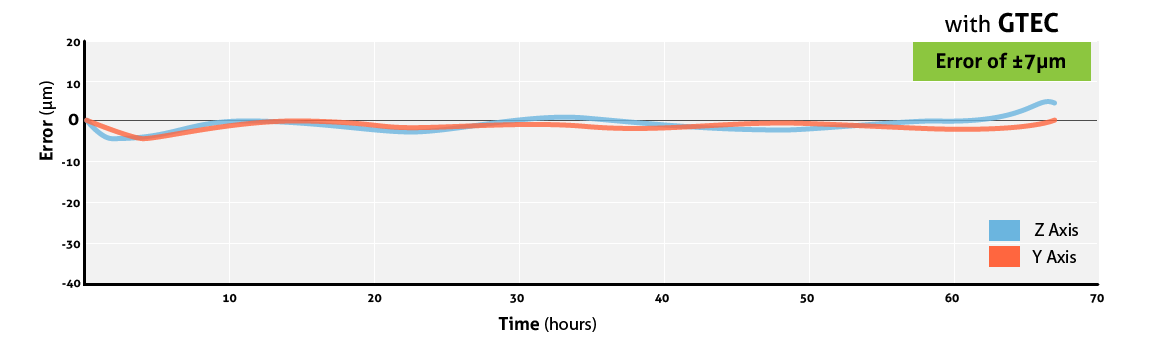
Extended environmental test resulting in substantial compensation of ±7μm over a 65 hour test
Residual error mainly where rapid changes in air temperature occur
The results displayed below show the maximum level of compensation we have achieved so far.
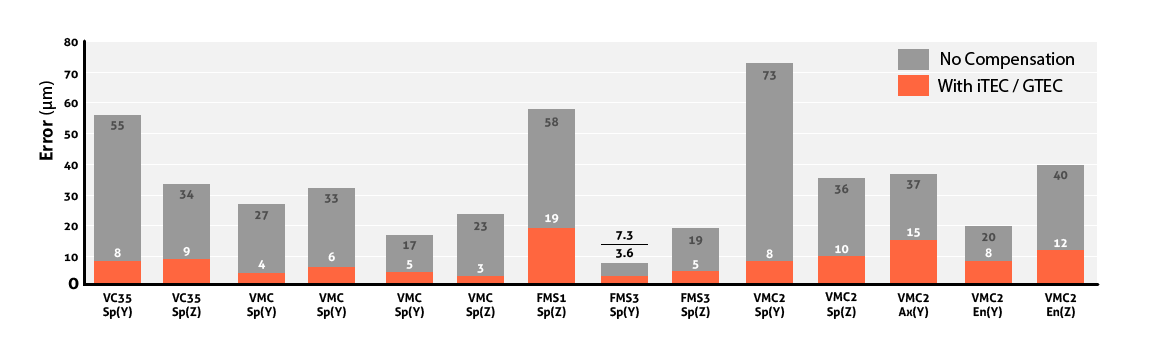
Average = 73% reduction for ISO type measurements on a variety of machines
The results displayed below show the maximum level of compensation we have achieved so far.
Units in Microns
All 3 pieces were machined in similar environmental conditions 25ºC. The thermal effect is quite clear and the compensation was very successful.
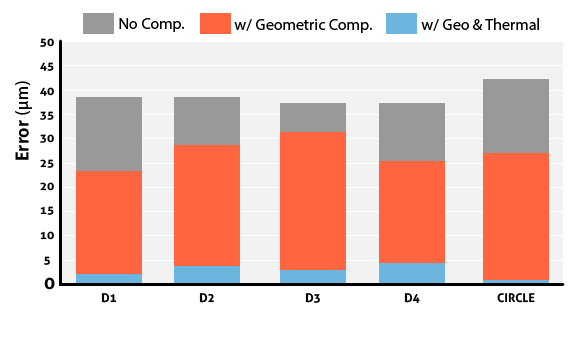
Average feature improvement on test dominated by high workshop temperature:
With Geometric (volumetric) Compensation = 40%
With Geometric (volumetric) and Thermal Compensation = 92%